индукционная закалка зубьев пильного полотна
Описание
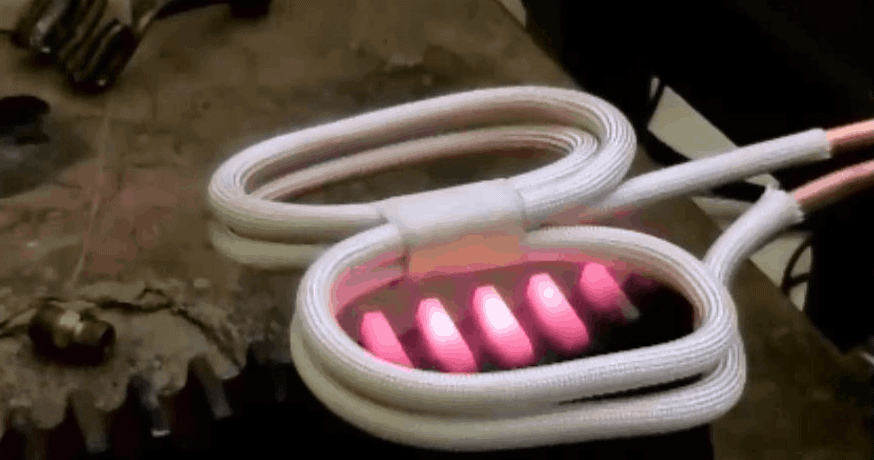
индукционная закалка зубьев пильного полотна на высокочастотной индукционной закалочной машине
Цель
Индукционная закалка зубья большого пильного полотна для нанесения упрочняющей поверхности; цель - сократить время нагрева
Материал: секция пильного полотна
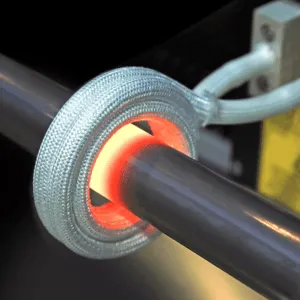
Температура: 1650 ºF (899 ºC)
Частота: 134 кГц
Оборудование:
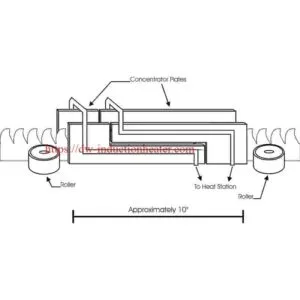
–DW-UHF-40кВт 50-150 кГц система индукционного нагрева оснащен выносной рабочей головкой, содержащей восемь конденсаторов по 1.0 мкФ

–Многопозиционная двухвитковая спиральная индукционная катушка, разработанная специально для этого применения.
Процесс: катушка индукционного нагрева был разработан таким образом, чтобы он не концентрировал тепло в впадине внешнего края зуба. Деталь поместили под катушку на расстоянии примерно 1/8 дюйма (3.2 мм) и включили питание. Благодаря источнику питания для индукционного нагрева серии DW-UHF мощностью 40 кВт деталь нагревается до температуры с заданной скоростью пять зубцов за четыре секунды.
 Результаты / Преимущества
Результаты / Преимущества
–Скорость: заказчик уже использовал индукцию, но хотел перейти на систему с большей мощностью, чтобы увеличить
их производительность (до первого использования индукции от HLQ клиент использовал резак.)
–Точность и повторяемость: горелка не так точна, как индукционная, и не воспроизводима, в то время как индукция может быть
реализовано для высокой повторяемости
–Эффективность: Индукционный нагрев потребляет меньше энергии, чем фонарик, и обеспечивает мгновенный нагрев