Индукционные термоусадочные подшипники
Описание
Подшипники усадки индукции с высокочастотными нагревательными блоками IGBT
Цель Нагреть узел подшипника качения для применения в термоусадочной арматуре
Материал Стальные подшипники, диаметры от 1 ”до 3.5” (от 25.4 до 89mm)
Температура 300ºF (150ºC)
Частота 180 кГц
Оборудование DW-UHF-6kW Твердотельный индукционный источник питания, оснащенный удаленной тепловой станцией, содержащей два конденсатора по 0.1 мкФ (всего 0.2 мкФ), катушку индукционного нагрева, спроектированную и разработанную специально для этого применения.
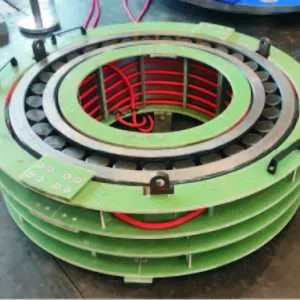
Процесс Для создания требуемого теплового рисунка используется многооборотная спиральная катушка. Подшипник размещается внутри катушки индукционного нагрева, его ось перпендикулярна оси катушки для обеспечения равномерного
нагрейте кольца подшипника различного размера. Это обеспечивает надлежащий рост подшипникового узла для последующей усадки на стальных валах. (С помощью конструкции с одним змеевиком можно нагревать подшипники любого размера.) Краски с указанием температуры подтверждают однородность температуры и время, необходимое для достижения
температура. Подшипниковые узлы хорошо нагреваются и достигают 300-350 ° C (150-175ºF) за 30-60 секунд. После нагрева подшипники легко садятся на валы без использования
внешняя сила.
Результаты / Преимущества Многооборотная спиральная катушка обеспечивает равномерное нагревание подшипников во всем диапазоне размеров в поперечном режиме. Использование этого однофазного источника питания значительно упрощает установку и способствует мобильности: индукционную систему можно разместить на тележке и переместить на производственные участки, требующие тепла для термоусадки.