





Нагревательная печь с индукцией заготовки
Описание
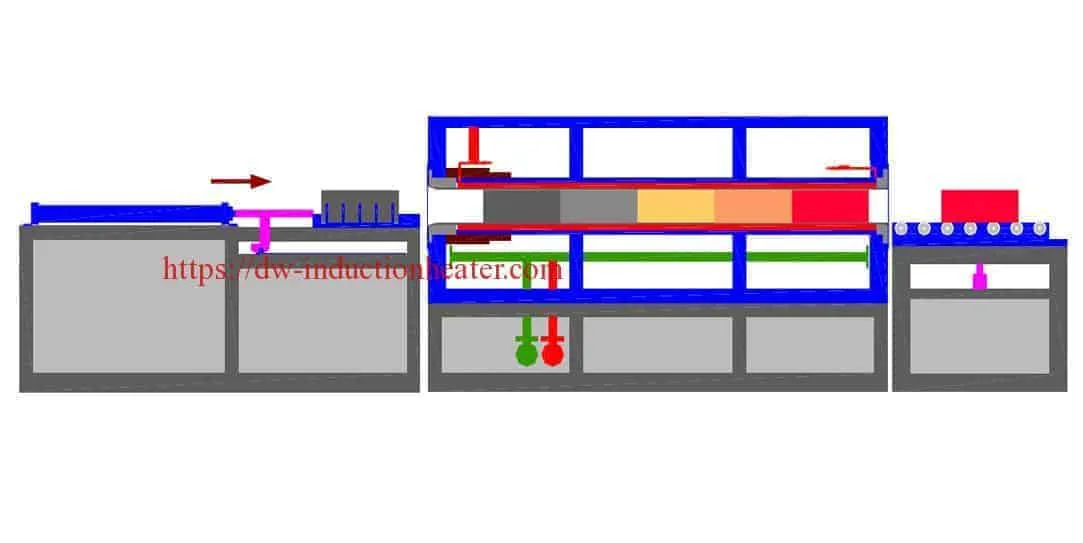
Печь непрерывного нагрева заготовок с индукционным нагревом заготовок из меди / алюминия / железной стали перед горячей формовкой
Описание товара:
Для нагрева стержней из различных материалов: стали и железа, бронзы, латуни, алюминиевых сплавов и т. Д.
Картинка только для справки, цвет меняется с разной мощностью.
Функции и специальные спецификации, адаптированные к требованиям заказчика.
Особенности и преимущества:
1.Автоматический: автоматическая подача, автоматический выбор заготовки, хорошее или плохое, автоматическое измерение температуры, автоматическая разгрузка.
2. Интегрированная конструкция: экономия времени, затрат и места на установке.
3. Встроенная панель управления отображает рабочие состояния машины для облегчения диагностики неисправностей.
| Особенности | Подробнее | |
| 1 | Отопление быстро и стабильно | экономия электроэнергии 20% - 30% по сравнению с традиционным способом;
Высокая эффективность и низкое потребление энергии |
| 2 | Маленький по размеру | Простота установки, эксплуатации и ремонта |
| 3 | Безопасная и надежная | Нет высокого напряжения, очень безопасно для ваших работников. |
| 4 | Система циркуляции охлаждения | Возможность непрерывной работы 24 часа |
| 5 | полная самозащита функция |
много типов сигнальных ламп: перегрузки по току, перенапряжения, перегрева, нехватки воды и т. д. Эти лампы могут контролировать и защищать машину. |
| 6 | Охрана окружающей среды | Почти нет оксидного слоя, не производится ни выхлоп, ни сточные воды |
| 7 | Тип IGBT | Избегайте прерывания несвязанной электрической сети; Обеспечьте долгий срок службы машины. |
Параметр печи нагрева заготовки:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Входное напряжение | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Максимальный входной ток | 320A | 400A | 480A | 640A | 800A | 960A | |
| Частота колебаний | 0.5KHz ^ 20KHz (Частота колебаний будет настраиваться в зависимости от размера нагревательных элементов) | ||||||
| Загрузка рабочего цикла | 100%, 24h постоянно работают | ||||||
| Охлаждение воды Желания | 0.1 МПа | ||||||
| Размеры | Хозяин | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Расширение | расширение будет настроено в соответствии с материалом и размером нагревательных элементов | ||||||
| Вес | 110кг | 150кг | 160кг | 170кг | 200кг | 220кг | |
| Зависит от размера расширения | |||||||
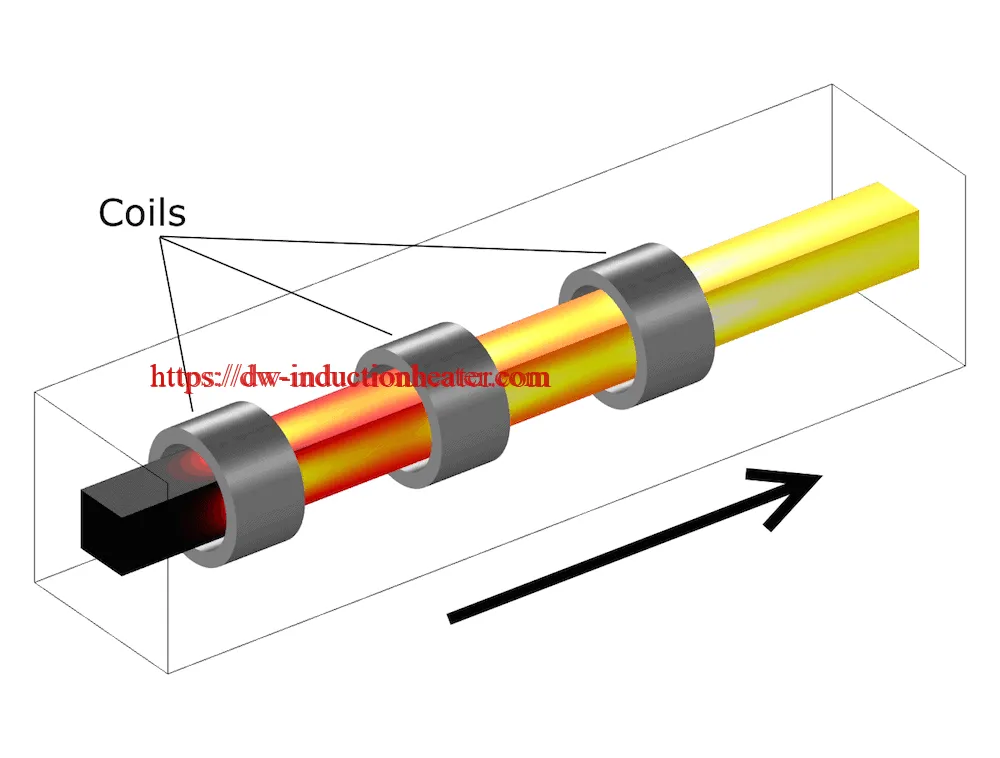
В индукционной нагревательной печи для заготовок нагревается вся заготовка или заготовка. Обычно для коротких заготовок или пробок используется бункер или чаша для автоматического выставления заготовок в линию для зажима роликов, цепных тягачей или, в некоторых случаях, пневматических толкателей. Заготовки затем пропускаются через катушку друг за другом по рельсам с водяным охлаждением, или через отверстие в катушке используются керамические вкладыши, которые уменьшают трение и предотвращают износ. Длина катушки является функцией необходимого времени выдержки, времени цикла для каждого компонента и длины заготовки. При работе с большими объемами поперечного сечения весьма обычно иметь последовательно соединенные катушки 4 или 5, чтобы получить 5 м (16 фут) катушки или более.








