Индукционная пайка алюминиевых труб

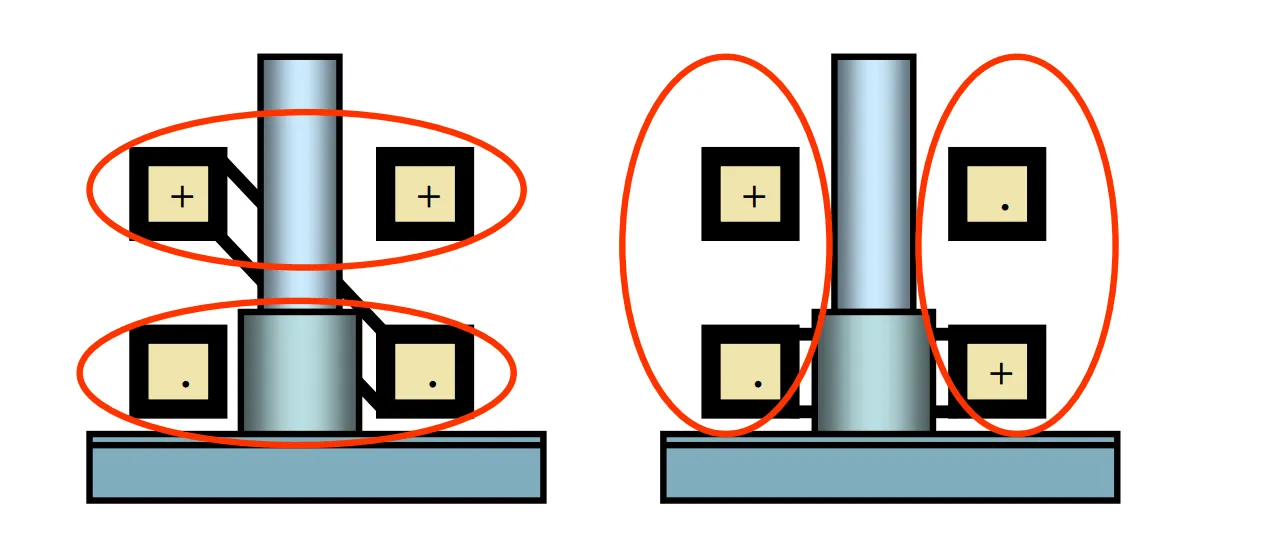
Для повышения эффективности и снижения теплового эффекта нагрева металла предлагается технология индукционной пайки. Преимущество этой технологии заключается, главным образом, в точном расположении нагрева, подводимого к паяным соединениям. Затем по результатам численного моделирования удалось спроектировать параметры, необходимые для достижения … Читать далее