Разъем индукционной пайки латунный в панели солнечных батарей с подогревателем индукции IGBT
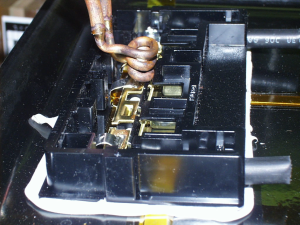
Задача Припаять три латунных разъема по одному в распределительной коробке солнечной панели, не затрагивая компоненты в распределительной коробке.
Материал Панель солнечных батарей, латунные разъемы, паяная проволока
Температура 700 ºF (371 ºC)
Частота 344 кГц
Оборудование • Система индукционного нагрева DW-UHF-6 кВт, оснащенная выносной рабочей головкой, содержащей один конденсатор емкостью 1.0 мкФ.
• Катушка индукционного нагрева, разработанная специально для этого применения.
Процесс Трехвитковая спиральная катушка овальной формы используется для нагрева разъемов. Кусок припоя помещается в область соединения, и каждое соединение отдельно нагревается в течение 5 секунд, чтобы припаять соединитель. Общее время обработки для трех стыков составляет 15 секунд.
Результаты / Преимущества Индукционный нагрев обеспечивает:
• Высокая точность обеспечивает нагрев только стыка; не влияет на окружающие компоненты
• Локальное тепло производит аккуратные и чистые суставы
• Производит высококачественные, воспроизводимые результаты
• Равномерное распределение отопления