Стальная пластина с индукционным нагревом для ковки
Описание
Стальной лист с индукционным нагревом для ковки и горячей штамповки
Металлическая стальная пластина с индукционным нагревом для ковки и горячая штамповка - отличные области применения индукционного нагрева. Промышленное Индукционная ковка и горячая штамповка Процессы включают сгибание или формование металлической заготовки или блюма после того, как она была нагрета до температуры, при которой сопротивление деформации является слабым. Также могут использоваться блоки из цветных металлов. 
Индукционные нагреватели или обычные печи используются для начального процесса нагрева. Заготовки могут транспортироваться через индуктор с помощью пневматического или гидравлического толкателя; привод прижимного ролика; привод трактора; или шагающий луч. Бесконтактные пирометры используются для измерения температуры заготовки.
Другие машины, такие как механические ударные прессы, гибочные машины и гидравлические экструзионные прессы, используются для гибки или придания формы металлу.
Цель: Предварительно нагрейте стальную пластину (3.9 x 7.5 x 0.75 дюйма / 100 мм x 190 мм x 19 мм) перед ковкой, чтобы создать лопаточную головку с целью увеличения производительности по сравнению с предварительным нагревом в газовой печи.
Состав: Стальная пластина
Температура: 2192 ºF (1200 ºC)
Частота: 7 кГц
Оборудование для индукционного нагрева: DW-MF-125/100, 125 кВт система индукционного нагрева оборудован выносной тепловой станцией, содержащей три конденсатора по 26.8 мкФ.
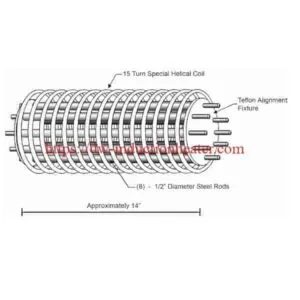
- Трехпозиционный, многооборотный спиральный змеевик, спроектированный и разработанный для выработки тепла, необходимого для этого применения.
Процесс Стальную пластину вставили в трехпозиционную многооборотную спиральную катушку и включили источник питания. Через 37 секунд вставляли вторую пластину из нержавеющей стали, а через 75 секунд вставляли третью пластину из нержавеющей стали. Через 115 секунд была достигнута желаемая температура для первой части, и процесс продолжился.
После запуска детали можно нагревать каждые 37 секунд в той последовательности, в которой они были введены. В то время как общее время цикла составляет 115
секунд, деталь может быть удалена каждые 37 секунд, что позволило индукции достичь желаемой производительности
и получить значительный выигрыш по сравнению с использованием газовой печи.

Результаты / Преимущества
Более высокая производительность: процесс достиг производительности 100 деталей в час, в то время как газовая печь производила 83 детали в час.
- Повторяемость: этот процесс воспроизводим и может быть интегрирован в производственный процесс.
- Точность и эффективность: нагрев точный и эффективный, тепло применяется только к стальным пластинам.
Приблизительные температуры горячего формования наиболее часто используемых промышленных материалов:
• Сталь 1200º C • Латунь 750º C • Алюминий 550º C
Полное индукционное горячее формование
Индукционные нагреватели обычно используются для нагрева стальных заготовок, прутков, латунных блоков и титановых блоков до нужной температуры для ковки и горячей штамповки.

Частичные формирующие приложения
Индукционный нагрев также используется для нагрева деталей, таких как концы труб, оси, автомобильные детали и концы стержней, для частичного процесса формовки и ковки.
Преимущество индукционного нагрева
По сравнению с обычными печами, индукционные нагреватели для ковки предлагают значительные технологические и качественные преимущества:
Значительно более короткое время нагрева, минимизация образования накипи и окисления
Простой и точный контроль температуры. Детали при температуре вне спецификации могут быть обнаружены и удалены
Не теряйте времени, ожидая, пока печь разогреется до необходимой температуры
Автоматизированный машины индукционного нагрева требуют минимального ручного труда
Тепло может быть направлено в одну конкретную точку, что очень важно для деталей, имеющих только одну форму.
Повышенный тепловой КПД - тепло генерируется в самой детали, и его не нужно нагревать в большой камере.
Лучшие условия труда. Единственное тепло, присутствующее в воздухе, - это тепло самих деталей. Условия работы намного приятнее, чем с топкой.