Индукционный нагрев титана и нержавеющей стали для горячей высадки
Описание
Индукционный нагрев титана и нержавеющей стали для горячей высадки
Цель
Беспрерывно индукционного нагрева проволока из титана и нержавеющей стали для горячей высадки
Материал: титановая проволока с внешним диаметром 0.04 дюйма (1.2 мм), проволока из нержавеющей стали с внешним диаметром 0.09 дюйма (2.4 мм)
Температура: 700 ºF (371 ºC)
Частота: 400 кГц
Оборудование • Система индукционного нагрева DW-UHF-20kW, снабженный выносной рабочей головкой, содержащей один конденсатор емкостью 0.5 мкФ.
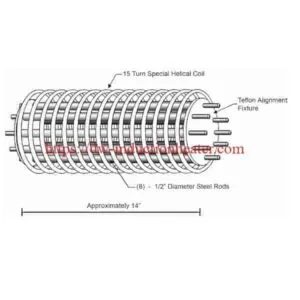
• Ан катушка индукционного нагрева разработан и разработан специально для этого приложения.

Процесс индукционного нагрева
Четырехвитковая спиральная катушка с шиной 20 дюймов (50.8 см) используется для непрерывного нагрева проволоки. Проволока проходит через катушку со скоростью 95 частей в минуту, поддерживая постоянную температуру 700 ºF (371 ºC) перед горячей высадкой.
Описательная часть • Требуются рабочие места размером 20 дюймов (50.8 см) из-за расположения автоматизированного процесса. В настоящее время заказчик использует оборудование DW-UHF и модернизирует имеющееся оборудование. Они выбрали HLQ из-за своего предыдущего опыта работы с оборудованием для индукционного нагрева HLQ и технической поддержкой.
Результаты / Преимущества
Индукционный нагрев обеспечивает:
• Улучшенные показатели производства с минимальными дефектами
• Постоянный контролируемый нагрев
• Отопление без помощи рук, не требующее навыков оператора для производства
• Равномерное распределение отопления