



Аппарат для сварки швов труб и труб с индукционным нагревателем
Описание
Индукционная сварочная машина для сварки труб и трубопроводов
Что такое индукционная сварка?
 При индукционной сварке тепло индуцируется в заготовке электромагнитным способом. Скорость и точность индукционной сварки делает ее идеальной для сварки кромок труб и труб. В этом процессе трубы проходят индукционную катушку на высокой скорости. При этом их края нагреваются, а затем сжимаются, образуя продольный сварной шов. Индукционная сварка особенно подходит для крупносерийного производства. Индукционные сварочные аппараты также могут быть оснащены контактными головками, что превращает их в сварочные системы двойного назначения.
При индукционной сварке тепло индуцируется в заготовке электромагнитным способом. Скорость и точность индукционной сварки делает ее идеальной для сварки кромок труб и труб. В этом процессе трубы проходят индукционную катушку на высокой скорости. При этом их края нагреваются, а затем сжимаются, образуя продольный сварной шов. Индукционная сварка особенно подходит для крупносерийного производства. Индукционные сварочные аппараты также могут быть оснащены контактными головками, что превращает их в сварочные системы двойного назначения.
В чем преимущества индукционной шовной сварки?
 Автоматизированная индукционная продольная сварка является надежным и высокопроизводительным процессом. Низкое энергопотребление и высокая эффективность Системы индукционной сварки HLQ сократить расходы. Их управляемость и повторяемость сводят к минимуму брак. Наши системы также гибки: автоматическое согласование нагрузки обеспечивает полную выходную мощность в широком диапазоне размеров труб. А их небольшие размеры позволяют легко интегрировать или модифицировать их в производственные линии.
Автоматизированная индукционная продольная сварка является надежным и высокопроизводительным процессом. Низкое энергопотребление и высокая эффективность Системы индукционной сварки HLQ сократить расходы. Их управляемость и повторяемость сводят к минимуму брак. Наши системы также гибки: автоматическое согласование нагрузки обеспечивает полную выходную мощность в широком диапазоне размеров труб. А их небольшие размеры позволяют легко интегрировать или модифицировать их в производственные линии.
Где применяется индукционная шовная сварка?
Индукционная сварка применяется в трубной промышленности для продольной сварки нержавеющих сталей (магнитных и немагнитных), алюминия, низкоуглеродистых и высокопрочных низколегированных (HSLA) сталей и многих других токопроводящих материалов.

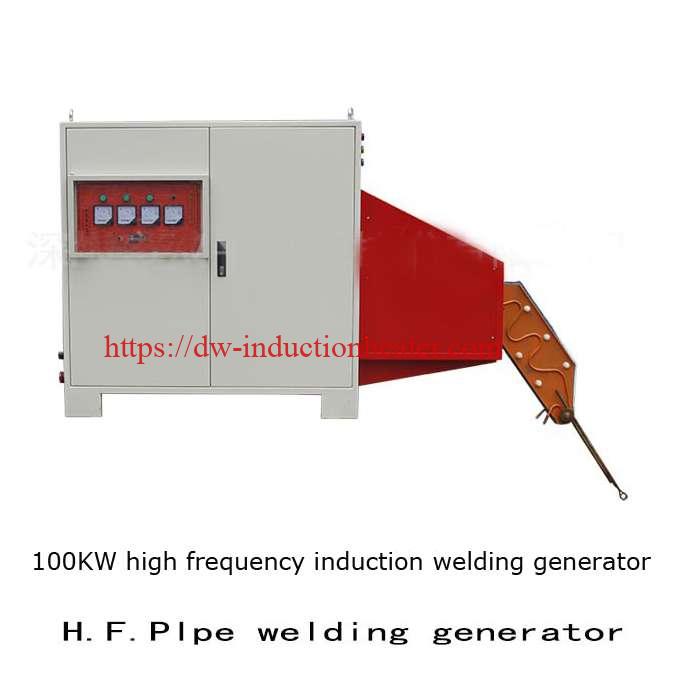
Высокочастотный индукционный сварочный аппарат
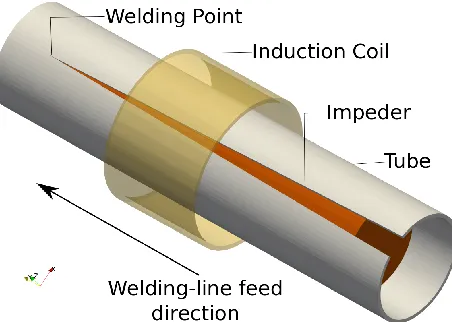
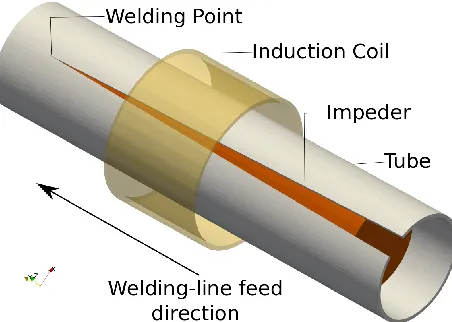
В процессе высокочастотной индукционной сварки труб высокочастотный ток индуцируется в трубе с открытым швом с помощью индукционной катушки, расположенной перед точкой сварки (выше по потоку), как показано на рис. 1-1. Края трубы раздвигаются, когда они проходят через змеевик, образуя открытый V-образный вырез, вершина которого находится немного впереди точки сварки. Катушка не касается трубки.
Рис 1-1
Катушка действует как первичная обмотка высокочастотного трансформатора, а трубка с открытым швом действует как одновитковая вторичная обмотка. Как и в обычных применениях индукционного нагрева, путь индуцированного тока в заготовке имеет тенденцию соответствовать форме индукционной катушки. Большая часть индуцированного тока завершает свой путь вокруг сформированной полосы, протекая по краям и скапливаясь вокруг вершины V-образного отверстия в полосе.
Плотность высокочастотного тока максимальна на краях вблизи апекса и у самого апекса. Происходит быстрый нагрев, в результате чего кромки достигают температуры сварки, когда достигают вершины. Прижимные ролики сжимают нагретые кромки вместе, завершая сварку.
Именно высокая частота сварочного тока является причиной концентрированного нагрева V-образных кромок. У него есть еще одно преимущество, а именно то, что только очень небольшая часть общего тока проходит через заднюю часть сформированной полосы. Если диаметр трубки не очень мал по сравнению с длиной V-образного сечения, ток предпочитает полезный путь вдоль краев трубки, образующих V-образное сечение.
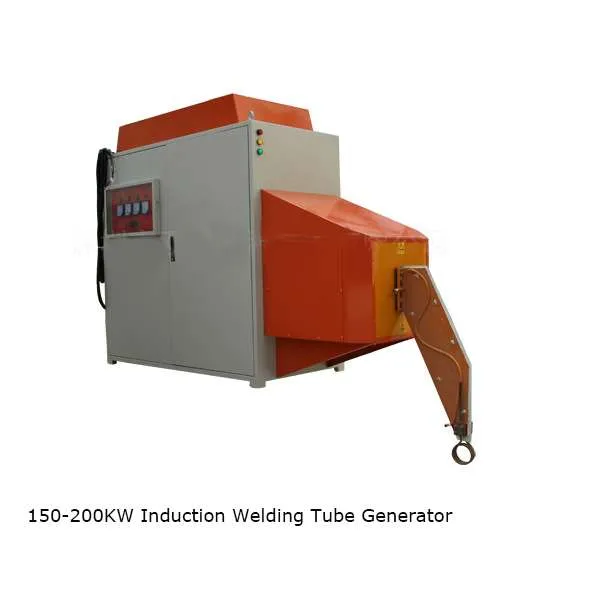
Продукт: Индукционная сварочная машина
| Полностью твердотельный (MOSFET) высокочастотный индукционный сварочный аппарат для труб и труб | ||||||
| Модель | ГВП-60 | ГВП-100 | ГВП-150 | ГВП-200 | ГВП-250 | ГВП-300 |
| Подводимая мощность | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Входное напряжение | 3 фазы, 380/400/480 В | |||||
| Напряжение постоянного тока | 0-250V | |||||
| Ток постоянного тока | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| частота | 200-500KHz | |||||
| Эффективность выхода | 85% -95% | |||||
| Коэффициент мощности | Полная нагрузка>0.88 | |||||
| Давление охлаждающей воды | > 0.3 МПа | |||||
| Расход охлаждающей воды | > 60 л / мин | > 83 л / мин | > 114 л / мин | > 114 л / мин | > 160 л / мин | > 160 л / мин |
| Температура воды на входе | ||||||
 Технические особенности:
Технические особенности:
Настоящая полностью твердотельная технология регулировки мощности IGBT и технологии управления переменным током с использованием уникального высокочастотного прерывания IGBT с мягким переключением и аморфной фильтрации для регулирования мощности, высокоскоростного и точного управления инвертором IGBT с мягким переключением для достижения 100-800 кГц / Применение продукта 3 -300KW.
- Импортные мощные резонансные конденсаторы используются для получения стабильной резонансной частоты, эффективного улучшения качества продукции и обеспечения стабильности процесса сварки труб.
- Замените традиционную технологию регулировки мощности тиристора на технологию регулировки мощности высокочастотного прерывания для достижения микросекундного контроля уровня, в значительной степени осуществите быструю регулировку и стабильность выходной мощности процесса сварки трубы, выходная пульсация чрезвычайно мала, а ток колебаний стабильный. Гладкость и прямолинейность сварного шва гарантируются.
- Безопасность. В оборудовании нет высокой частоты и высокого напряжения 10,000 XNUMX вольт, что позволяет эффективно избежать излучения, помех, разряда, воспламенения и других явлений.
- Он обладает сильной способностью противостоять колебаниям сетевого напряжения.
- Он имеет высокий коэффициент мощности во всем диапазоне мощностей, что позволяет эффективно экономить энергию.
- Высокая эффективность и энергосбережение. В оборудовании используется технология мягкого переключения высокой мощности от входа к выходу, которая сводит к минимуму потери мощности и обеспечивает чрезвычайно высокий электрический КПД, а также имеет чрезвычайно высокий коэффициент мощности в полном диапазоне мощности, эффективно экономя энергию, которая отличается от традиционной по сравнению с лампой. тип высокой частоты, он может сэкономить 30-40% эффекта энергосбережения.
- Оборудование миниатюризировано и интегрировано, что значительно экономит занимаемое пространство. Оборудование не нуждается в понижающем трансформаторе и не нуждается в большой индуктивности промышленной частоты для регулировки тринистора. Небольшая интегрированная конструкция обеспечивает удобство установки, обслуживания, транспортировки и регулировки.
- В диапазоне частот 200-500 кГц осуществляется сварка стальных и нержавеющих труб.

HLQ Induction предлагает наиболее полный спектр решений для трубной промышленности. Индукционный шовный сварочный аппарат HLQ — это проверенное решение для сварки нержавеющей стали, алюминия, низкоуглеродистой стали и высокопрочной стали и, возможно, лучший индукционный сварочный аппарат в мире.
Больше выходной мощности: непрерывное электронное согласование нагрузки обеспечивает полную выходную мощность в широком диапазоне размеров труб.
Больше времени безотказной работы: защита от короткого замыкания, безопасная и надежная работа.
Непревзойденная эффективность: диодный выпрямитель с постоянным коэффициентом мощности 0.95 на всех уровнях мощности и коэффициентом полезного действия 85-87%.
Экологичность и экологичность: высокая эффективность позволяет экономить энергию и снижает потребление охлаждающей воды.
Простота в эксплуатации: Простая в использовании панель управления с минимумом ручных настроек делает работу с индукционным сварочным аппаратом чрезвычайно простой.
 Широкий диапазон мощностей: от 40 кВт до 1000 кВт. Диапазон частот 200–500 кГц. Современная модульная конструкция. Небольшие компактные размеры экономят ценную площадь и упрощают интеграцию в линию. До 1000 кВт доступно в решении с одним шкафом.
Широкий диапазон мощностей: от 40 кВт до 1000 кВт. Диапазон частот 200–500 кГц. Современная модульная конструкция. Небольшие компактные размеры экономят ценную площадь и упрощают интеграцию в линию. До 1000 кВт доступно в решении с одним шкафом.
Полная система: Состоит из диодного выпрямителя, инверторных модулей, выходной секции, сборной шины и операторской системы управления.
Непревзойденная гарантия: трехлетняя гарантия на инверторные модули и карты драйверов HLQ Induction Seam Welder.
Полный спектр расходных материалов: Катушки, ферриты, импедеры и оборудование для зачистки труб.