Автомобильная трансмиссия для сварки с предварительным индукционным нагревом
Описание
Автомобильная трансмиссия для сварки с предварительным индукционным нагревом
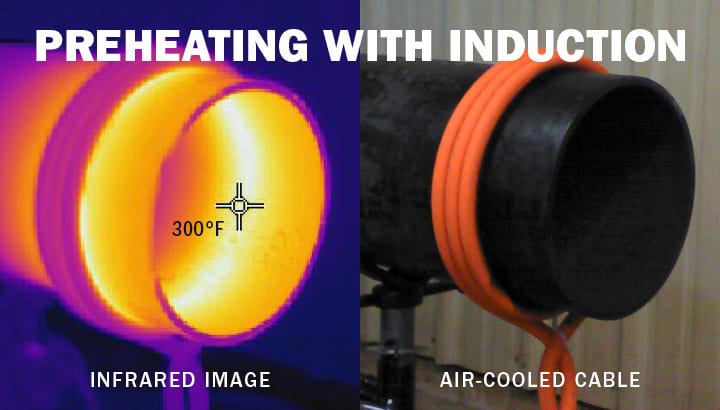
Цель: Для предварительного нагрева стальной оси с внешним диаметром 3.6 дюйма (91 мм) с тремя линиями сварки до 662 ° C (350 ºF), при этом каждая линия сварки нагревается до температуры в течение пяти секунд.
![]() Состав: Заказчик поставил стальную ось с внешним диаметром 3.6 дюйма (91 мм)
Состав: Заказчик поставил стальную ось с внешним диаметром 3.6 дюйма (91 мм)
Температура: 662 ºF (350 ºC)
Частота: 121 кГц
Оборудование: DW-HF-45кВт 50-150 кГц система индукционного нагрева оснащен удаленной тепловой станцией, содержащей восемь конденсаторов по 1.0 мкФ, включенных последовательно параллельно
- Однопозиционное внутреннее отверстие катушка индукционного нагрева разработан и разработан специально для этого приложения.
 Индукционный предварительный нагрев: Стальной ось был окрашен краской для индикации температуры, и к детали была прикреплена термопара. Катушка индукционного нагрева была помещена внутри стальной оси, и был включен источник питания. Такой подход позволил нагреть линию сварного шва до 662 ºF (350 ºC) в течение пяти секунд по желанию клиента. Блок питания можно запрограммировать на отключение по истечении заданного времени нагрева - в данном случае пяти секунд. Затем змеевик можно переместить на вторую линию сварного шва и третью линию сварного шва.
Индукционный предварительный нагрев: Стальной ось был окрашен краской для индикации температуры, и к детали была прикреплена термопара. Катушка индукционного нагрева была помещена внутри стальной оси, и был включен источник питания. Такой подход позволил нагреть линию сварного шва до 662 ºF (350 ºC) в течение пяти секунд по желанию клиента. Блок питания можно запрограммировать на отключение по истечении заданного времени нагрева - в данном случае пяти секунд. Затем змеевик можно переместить на вторую линию сварного шва и третью линию сварного шва.
Результаты / Процесс получения преимуществ: Поскольку катушка находится внутри оси, она не мешает, и ее можно легко переместить к следующей линии сварного шва.
- Скорость: индукция и предлагаемый процесс позволяют нагреть линии сварки до заданной температуры.
время
- Бесплатное лабораторное тестирование: это новый проект для клиента, и тестирование HLQ Lab Service Request позволило клиенту
протестировать их применение, и был разработан инновационный подход




