медный стержень и соединитель с высокочастотным индукционным подогревом для отверждения эпоксидной смолы
индукционный подогрев медный стержень и соединитель для отверждения эпоксидной смолы
Задача: предварительно нагреть часть медного стержня и прямоугольный соединитель до температуры перед отверждением эпоксидной смолы в процессе производства электрических талрепов.
Материал: Поставляемый заказчиком медный стержень с покрытием (12 мм x 2 мм x 1 мм) и соединитель
Температура: 302 ºF (150 ºC)
Частота: 25 кГц
Оборудование для индукционного нагрева:
-DW-HF-60кВт 15-45 кГц система индукционного нагрева оснащен выносной рабочей головкой, содержащей четыре конденсатора по 21 мкФ

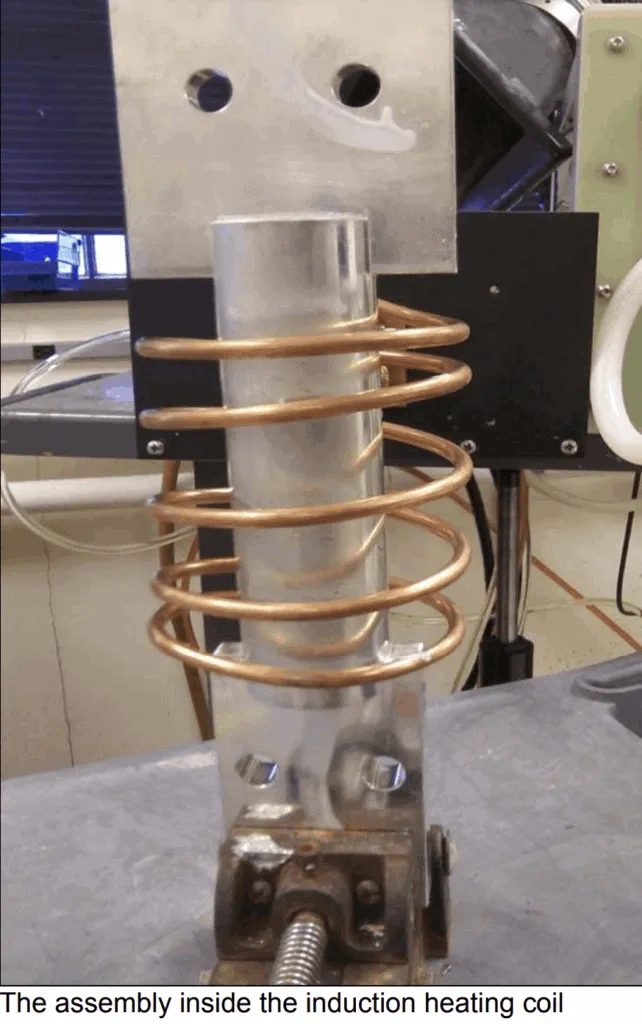
- Однопозиционная спиральная индукционная катушка с семью витками, разработанная специально для этого применения.
Процесс индукционного нагрева
Медный стержень и соединитель были размещены внутри катушка индукционного нагрева и питание было включено. Деталь нагревается до температуры за 55 секунд. После нагревания до температуры деталь перемещали, и происходил процесс отверждения / формования эпоксидной смолы. Клиент использовал большую печь для предварительного нагрева стержней, что
было неэффективным с точки зрения затрат. Индукция предлагает более быстрый и экономичный метод нагрева.
Результаты / преимущества - Скорость: индукционный нагрев детали до температуры
- Эффективность: индукция - гораздо более эффективный метод нагрева этих деталей до температуры по сравнению с их
большая духовка
- Точность: индукция позволяла нагревать только те части стержня, которые требовали нагрева.