Что такое индукционная полимеризация?
Как работает индукционное отверждение? Проще говоря, мощность сети преобразуется в переменный ток и подается на рабочую катушку, которая создает внутри катушки электромагнитное поле. Изделие с эпоксидной смолой может быть из металла или полупроводника, например углерода или графита. Для отверждения эпоксидной смолы на непроводящих подложках, таких как стекло, можно использовать электропроводящий токоприемник для передачи тепла непроводящему материалу.
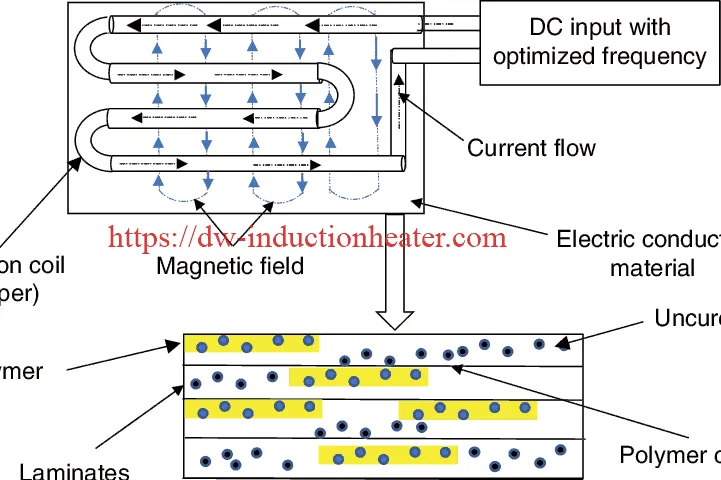 принцип индукционного отверждения-теория
принцип индукционного отверждения-теорияКаковы преимущества индукционного отверждения?
Однокомпонентные эпоксидные клеи, отверждаемые при нагревании, могут использовать тепло из различных источников. Наиболее типичными являются духовки, но также используются термофен, пластины для выпекания и индукционная вулканизация. Индукционное отверждение может значительно сократить время, необходимое для отверждения эпоксидной смолы, и свести к минимуму воздействие тепла на окружающие компоненты, поскольку индукционный нагрев передает тепло точно к клеевой области.
Подходит ли индукционное отверждение для моего приложения?
Предоставление вашего оборудование для индукционного нагрева Информация, предоставленная специалистом и производителем эпоксидного клея по следующим темам, поможет им составить наилучшую рекомендацию.
1. Склеиваемые материалы или основы. Понимание того, что из себя представляют основы, поможет определить скорость нагрева и мощность, необходимую для отверждения клея. Например, железо нагревается с меньшей мощностью, чем требуется для нагрева алюминия.
2. Размер склеиваемых компонентов - Для более мелких деталей требуется более высокая частота для эффективного нагрева. Большие области выигрывают от более низкой частоты.
3. Требования к эпоксидной смоле - существует минимальный / максимальный порог отверждения эпоксидной смолы. Минимальная температура, необходимая для отверждения, и максимальная допустимая температура до разрушения эпоксидной смолы.
Индукционное отверждение для приклеивания кварцевой стружки к стальному цилиндру
Автомобильная компания ищет систему индукционного нагрева, которая может достигать температуры 175 ° C (347 ° F) и удерживать ее в пределах жестких допусков +/- 3 C. Индукционный нагрев нагревает стальной цилиндр для отверждения клея для склеивания кварцевой крошки. Индукционный нагрев является предпочтительным методом, поскольку он обеспечивает более быстрый, контролируемый и равномерный нагрев.

Промышленность: Автомобильная
Оборудование: Система индукционного нагрева DW-UHF-10kW Для этого отверждения рекомендуется повышать и поддерживать желаемую температуру.
Процесс:
Целью этого приложения для индукционного отверждения является нагрев двух сторон стального цилиндра с внешним диаметром 1.064 дюйма (2.70 см), длиной 7.25 дюйма (18.41 см) с зоной нагрева 1 дюйм (2.54 см) до 175 C (347 ° C). F) и удерживайте эту температуру в течение 60 секунд, чтобы выполнить склеивание. Желаемая температура была достигнута за 13 секунд. Для измерения температуры использовался терморегулятор К-типа.
 процесс индукционного отверждения
процесс индукционного отвержденияИндукционное отверждение для приклеивания кварцевой стружки к стальному цилиндру